

Cutting Tools
Kennedy Countersink, 5.0 - 10.0mm, Straight Shank, 1 fl, 90°, Cobalt High Speed Steel
Manufactured from M35 HSS and used for the deburring and chamfering of most metals and plastics. Features straight shanks and manufactured to BS 328 : Part 5 : 1983.
• Single hole head with nclusive angle of 90° for excellent cutting performance
• Manufactured from M35 HSS for increased toughness
• Uncoated with good heat and wear resistance
Typical Applications
•Countersinking
Standards
• Manufactured to BS 328 : Part 5 : 1983
• Single hole head with nclusive angle of 90° for excellent cutting performance
• Manufactured from M35 HSS for increased toughness
• Uncoated with good heat and wear resistance
Typical Applications
•Countersinking
Standards
• Manufactured to BS 328 : Part 5 : 1983
Download
Produk Lainnya
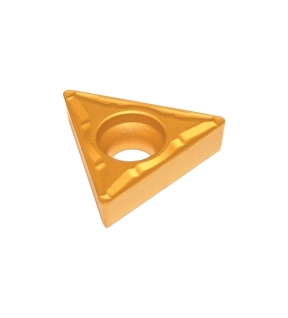
TCMT Turning Inserts
60° Triangular Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated.An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
60° Triangular Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated.An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.

Plain Shank
Spiral flute, 3 flute. Medium duty. Used for milling of pre-drilled holes to allow bolt or cap head screws to lie flush with the component surface. Manufactured to manufacturers standard
Spiral flute, 3 flute. Medium duty. Used for milling of pre-drilled holes to allow bolt or cap head screws to lie flush with the component surface. Manufactured to manufacturers standard

The Kennedy® variable pitch hole saws deliver high quality holes in a range of materials, including wood, steel, brass, bronze, and cast iron. The M3 HSS cutting teeth aggressively cut to give a very smooth finish with little to no tear out.
Features and Benefits
• Cuts up to 40% faster than constant pitch saws
• Varying tooth pitch disrupts harmonics to substantially reduce noise
• Tooth life is extended when used in conjuction with a cordless drill
Typical Applications
• Construction
• Engineering
• Maintenance
Notes
• 4-6 teeth per inch
• 28.5mm (11/8") cutting depth
Features and Benefits
• Cuts up to 40% faster than constant pitch saws
• Varying tooth pitch disrupts harmonics to substantially reduce noise
• Tooth life is extended when used in conjuction with a cordless drill
Typical Applications
• Construction
• Engineering
• Maintenance
Notes
• 4-6 teeth per inch
• 28.5mm (11/8") cutting depth

FC04 flanged nut manufactured from hardy carbon steel in a black oxide finish for added durability. Available in a range of metric sizes.
Features and Benefits
• Medium carbon steel with HRC 30 - 35 hardness for durability
• Black oxide finish for improved durability
Typical Applications
• Fastenings
• Industrial tooling
Notes
• Available in a range of metric sizes 22-40mm
Features and Benefits
• Medium carbon steel with HRC 30 - 35 hardness for durability
• Black oxide finish for improved durability
Typical Applications
• Fastenings
• Industrial tooling
Notes
• Available in a range of metric sizes 22-40mm