
Cutting Tools
Indexa FC04, Flanged Nut, M16, Carbon Steel, Black Oxide
FC04 flanged nut manufactured from hardy carbon steel in a black oxide finish for added durability. Available in a range of metric sizes.
Features and Benefits
• Medium carbon steel with HRC 30 - 35 hardness for durability
• Black oxide finish for improved durability
Typical Applications
• Fastenings
• Industrial tooling
Notes
• Available in a range of metric sizes 22-40mm
Features and Benefits
• Medium carbon steel with HRC 30 - 35 hardness for durability
• Black oxide finish for improved durability
Typical Applications
• Fastenings
• Industrial tooling
Notes
• Available in a range of metric sizes 22-40mm
Download
Produk Lainnya

SwissBurr hand deburring tools are a fast effective and efficient way of deburring holes, slots and edges. Its a totally modular system of interchangeable handles, holders and blades is designed to cover all applications. A choice of HSS or carbide blades, countersinks and scrapers are available to suit your specific application. SwissBurr blades are also interchangeable with commonly available brands including Kennedy, Noga, Ruko, Seco, Snap-Tap and Stellram.
Features and Benefits
• Modular system of interchangeable handles, holders and blades
• For deburring holes, slots and edges on metals and plastics
• Interchangeable with commonly available brands
Specfications
• E100 - HSS heavy duty blade for use on straight and hole edges, for deburring materials with spiral chips
• E101 - HSS heavy duty blade for use on straight and hole edges, E style shank with B10 cutting geometry, for use on materials with spiral chips and holes with minimum diameter of 2mm
• E111 - HSS heavy duty blade is for straight and hole edge deburring, for use on materials with spiral chips, steel, aluminium, copper and plastic
• E200 - HSS heavy duty blade for use on straight and hole edges. Blade design allows clockwise and anti-clockwise movement for use on materials with powdery chips
• E202 - HSS heavy duty blade for use on straight and hole edges. E style shank with B20 cutting geometry. Blade design allows clockwise and anti clockwise movement for use on materials with powdery chips
• E300 - HSS heavy duty blade for use on cross-hole and both edges. Blade will simultaneously deburr the inside and outside of the hole up to 6.mm thick. For use on materials with spiral chips
• E350 - HSS heavy duty blade for use on straight and hole edges. Blade design allows clockwise and anti-clockwise movement for use on materials with powdery chips
• E600 - Heavy duty blade for removing burrs from the back edges of holes up to 20mm thick
Typical Applications
• Metal
• Wood
• Plastics
• Deburring
Notes
• For use with "E" holder
• Blades sold Individually
Features and Benefits
• Modular system of interchangeable handles, holders and blades
• For deburring holes, slots and edges on metals and plastics
• Interchangeable with commonly available brands
Specfications
• E100 - HSS heavy duty blade for use on straight and hole edges, for deburring materials with spiral chips
• E101 - HSS heavy duty blade for use on straight and hole edges, E style shank with B10 cutting geometry, for use on materials with spiral chips and holes with minimum diameter of 2mm
• E111 - HSS heavy duty blade is for straight and hole edge deburring, for use on materials with spiral chips, steel, aluminium, copper and plastic
• E200 - HSS heavy duty blade for use on straight and hole edges. Blade design allows clockwise and anti-clockwise movement for use on materials with powdery chips
• E202 - HSS heavy duty blade for use on straight and hole edges. E style shank with B20 cutting geometry. Blade design allows clockwise and anti clockwise movement for use on materials with powdery chips
• E300 - HSS heavy duty blade for use on cross-hole and both edges. Blade will simultaneously deburr the inside and outside of the hole up to 6.mm thick. For use on materials with spiral chips
• E350 - HSS heavy duty blade for use on straight and hole edges. Blade design allows clockwise and anti-clockwise movement for use on materials with powdery chips
• E600 - Heavy duty blade for removing burrs from the back edges of holes up to 20mm thick
Typical Applications
• Metal
• Wood
• Plastics
• Deburring
Notes
• For use with "E" holder
• Blades sold Individually

Manufactured from M35 HSS and used for the deburring and chamfering of most metals and plastics. Features straight shanks and manufactured to BS 328 : Part 5 : 1983.
• Single hole head with nclusive angle of 90° for excellent cutting performance
• Manufactured from M35 HSS for increased toughness
• Uncoated with good heat and wear resistance
Typical Applications
•Countersinking
Standards
• Manufactured to BS 328 : Part 5 : 1983
• Single hole head with nclusive angle of 90° for excellent cutting performance
• Manufactured from M35 HSS for increased toughness
• Uncoated with good heat and wear resistance
Typical Applications
•Countersinking
Standards
• Manufactured to BS 328 : Part 5 : 1983
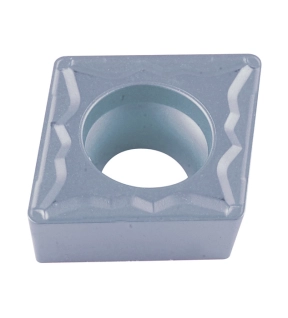
CCMT Turning Inserts
80° Rhombic Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated. An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
80° Rhombic Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated. An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.

Sherwood Jobber drills are general purpose drills for steels, cast steel, grey cast iron, malleable cast iron, nickel brass, aluminium alloy and graphite. Industrial quality construction with ground flutes, blue finish. Supplied in indexing metal cases.
Features and Benefits
• High-speed steel with industrial quality construction for added toughness
• Ground flutes for greater cutting precision
• Supplied in indexing metal cases for quick and easy tool selection and portability
Contents
• 1.0, 1.5, 2.0, 2.5, 3.0, 3.5, 4.0, 4.5, 5.0, 5.5, 6.0, 6.5, 7.0, 7.5, 8.0, 8.5, 9.0, 9.5, 10.0, 10.5, 11.0, 11.5, 12.0, 12.5, 13.0mm
Standards
• Manufactured to BS328 : Part 1 DIN 338N & ANSI B94 - 11M
Features and Benefits
• High-speed steel with industrial quality construction for added toughness
• Ground flutes for greater cutting precision
• Supplied in indexing metal cases for quick and easy tool selection and portability
Contents
• 1.0, 1.5, 2.0, 2.5, 3.0, 3.5, 4.0, 4.5, 5.0, 5.5, 6.0, 6.5, 7.0, 7.5, 8.0, 8.5, 9.0, 9.5, 10.0, 10.5, 11.0, 11.5, 12.0, 12.5, 13.0mm
Standards
• Manufactured to BS328 : Part 1 DIN 338N & ANSI B94 - 11M