Cutting Tools
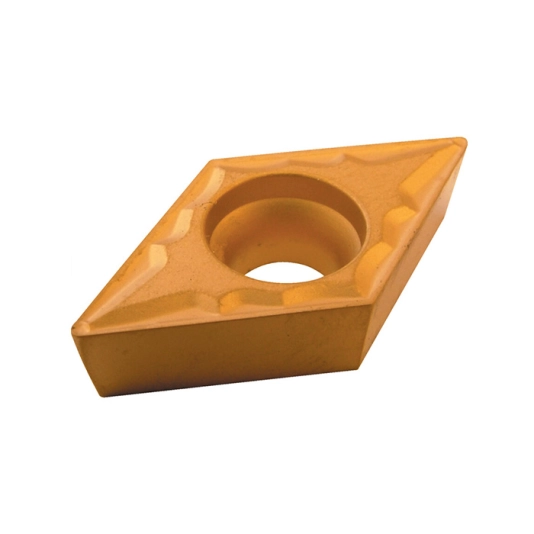
Yamaloy DCMT 11T304-PM, Turning Insert, Grade QX520, Carbide, 55° Rhombic
DCMT Turning Inserts
55° Rhombic Insert
Insert Grades QX520
(ISO P10-P35 M10-M30 K10-K30) Coated. An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
55° Rhombic Insert
Insert Grades QX520
(ISO P10-P35 M10-M30 K10-K30) Coated. An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
Download
Produk Lainnya
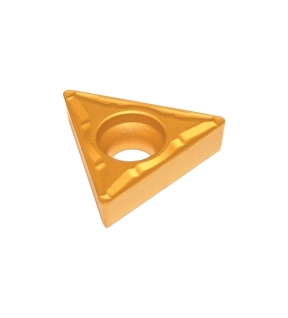
TCMT Turning Inserts
60° Triangular Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated.An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
60° Triangular Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated.An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.

SwissBurr hand deburring tools are a fast effective and efficient way of deburring holes, slots and edges. Its a totally modular system of interchangeable handles, holders and blades is designed to cover all applications. A choice of HSS or carbide blades, countersinks and scrapers are available to suit your specific application. SwissBurr blades are also interchangeable with commonly available brands including Kennedy, Noga, Ruko, Seco, Snap-Tap and Stellram.
Features and Benefits
• Modular system of interchangeable handles, holders and blades
• For deburring holes, slots and edges on metals and plastics
• Interchangeable with commonly available brands
Specfications
• E100 - HSS heavy duty blade for use on straight and hole edges, for deburring materials with spiral chips
• E101 - HSS heavy duty blade for use on straight and hole edges, E style shank with B10 cutting geometry, for use on materials with spiral chips and holes with minimum diameter of 2mm
• E111 - HSS heavy duty blade is for straight and hole edge deburring, for use on materials with spiral chips, steel, aluminium, copper and plastic
• E200 - HSS heavy duty blade for use on straight and hole edges. Blade design allows clockwise and anti-clockwise movement for use on materials with powdery chips
• E202 - HSS heavy duty blade for use on straight and hole edges. E style shank with B20 cutting geometry. Blade design allows clockwise and anti clockwise movement for use on materials with powdery chips
• E300 - HSS heavy duty blade for use on cross-hole and both edges. Blade will simultaneously deburr the inside and outside of the hole up to 6.mm thick. For use on materials with spiral chips
• E350 - HSS heavy duty blade for use on straight and hole edges. Blade design allows clockwise and anti-clockwise movement for use on materials with powdery chips
• E600 - Heavy duty blade for removing burrs from the back edges of holes up to 20mm thick
Typical Applications
• Metal
• Wood
• Plastics
• Deburring
Notes
• For use with "E" holder
• Blades sold Individually
Features and Benefits
• Modular system of interchangeable handles, holders and blades
• For deburring holes, slots and edges on metals and plastics
• Interchangeable with commonly available brands
Specfications
• E100 - HSS heavy duty blade for use on straight and hole edges, for deburring materials with spiral chips
• E101 - HSS heavy duty blade for use on straight and hole edges, E style shank with B10 cutting geometry, for use on materials with spiral chips and holes with minimum diameter of 2mm
• E111 - HSS heavy duty blade is for straight and hole edge deburring, for use on materials with spiral chips, steel, aluminium, copper and plastic
• E200 - HSS heavy duty blade for use on straight and hole edges. Blade design allows clockwise and anti-clockwise movement for use on materials with powdery chips
• E202 - HSS heavy duty blade for use on straight and hole edges. E style shank with B20 cutting geometry. Blade design allows clockwise and anti clockwise movement for use on materials with powdery chips
• E300 - HSS heavy duty blade for use on cross-hole and both edges. Blade will simultaneously deburr the inside and outside of the hole up to 6.mm thick. For use on materials with spiral chips
• E350 - HSS heavy duty blade for use on straight and hole edges. Blade design allows clockwise and anti-clockwise movement for use on materials with powdery chips
• E600 - Heavy duty blade for removing burrs from the back edges of holes up to 20mm thick
Typical Applications
• Metal
• Wood
• Plastics
• Deburring
Notes
• For use with "E" holder
• Blades sold Individually

The J100 Series are general purpose HSS straight shank drills with a black oxide finish. Ideal for applications involving steel (including cast steel) cast iron (including malleable cast iron) as well as nickel, brass aluminium alloys and graphite. Their 118° point allows for precise hole alignment and reliable cutting performance whilst the black oxide coating helps reduce heat by retaining coolant on the tool surface. The coating also helps reduce the risk of the tool staining.
Features and Benefits
• High speed steel construction for increased tool durability
• Point angle of 118° for precise holemaking and precision cutting
• Black oxide coating helps aid chip flow, reduce heat and prevent staining
• Ideal for applications involving steel, iron, nickel, brass, aluminium alloy and graphite
Typical Applications
• Cutting and drilling
• Ferrous materials
• Steel
• Iron
• Nickel
• Brass
• Aluminium alloy
• Graphite
Notes
• Available in sizes 0.25mm -20.00mm
Standards
• Manufactured to BS 328/DIN338RN
Features and Benefits
• High speed steel construction for increased tool durability
• Point angle of 118° for precise holemaking and precision cutting
• Black oxide coating helps aid chip flow, reduce heat and prevent staining
• Ideal for applications involving steel, iron, nickel, brass, aluminium alloy and graphite
Typical Applications
• Cutting and drilling
• Ferrous materials
• Steel
• Iron
• Nickel
• Brass
• Aluminium alloy
• Graphite
Notes
• Available in sizes 0.25mm -20.00mm
Standards
• Manufactured to BS 328/DIN338RN

HSS Round Inch.
Cut faster, 'stand up' longer and reduce costs. Square and rectangular toolbits supplied with 15° bevelled ends. Parting-off blades supplied with 2° side taper, 10° bevel (top and bottom).
Cut faster, 'stand up' longer and reduce costs. Square and rectangular toolbits supplied with 15° bevelled ends. Parting-off blades supplied with 2° side taper, 10° bevel (top and bottom).