
Cutting Tools
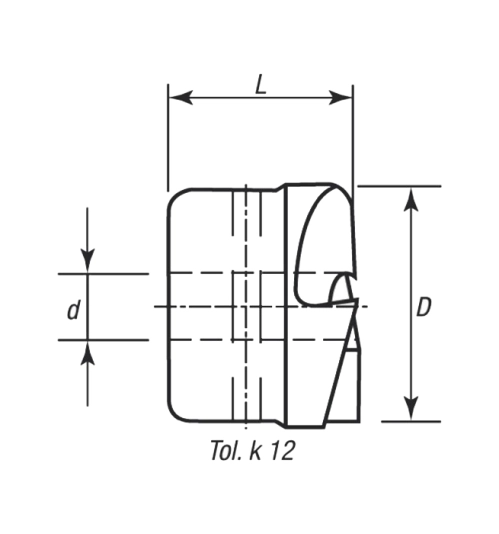
Granlund Backspotfacing Tool, U, 25mm, U-09/25, High Speed Steel, Bright
U-09
Download
Produk Lainnya

Plain Shank
Spiral flute, 3 flute. Medium duty. Used for milling of pre-drilled holes to allow bolt or cap head screws to lie flush with the component surface. Manufactured to manufacturers standard
Spiral flute, 3 flute. Medium duty. Used for milling of pre-drilled holes to allow bolt or cap head screws to lie flush with the component surface. Manufactured to manufacturers standard

SwissBurr hand deburring tools are a fast effective and efficient way of deburring holes, slots and edges.
Features and Benefits
• SwissBurr is a totally modular system of interchangeable handles, holders and blades designed to cover all applications
• A choice of HSS or carbide blades, countersinks and scrapers are available to suit your specific application
• SwissBurr blades are fully interchangeable with commonly available brands including Kennedy, Noga, Ruko, Seco, Snap-Tap and Stellram
Features and Benefits
• SwissBurr is a totally modular system of interchangeable handles, holders and blades designed to cover all applications
• A choice of HSS or carbide blades, countersinks and scrapers are available to suit your specific application
• SwissBurr blades are fully interchangeable with commonly available brands including Kennedy, Noga, Ruko, Seco, Snap-Tap and Stellram

Manufactured from a high quality steel and hardened for precision and longevity, these trimming knife blades are the ideal product to keep your trimming knife working to an optimum level. Suited for professional, industrial, heavy duty use, the product is available in a pack of 5, 10 or 100 depending on your requirements. Products do not come with the knife handle, blades only.
Features and Benefits
• Possess a superior hardened edge to ensure a sharp edge even with extended use
• Manufactured from high quality steel, making for a durable product
• Available as a pack of 5, 10 or 100 to allow you to purchase the amount most suited for your needs
Typical Applications
• Ideal for heavy duty applications on materials such as carpet and vinyl, making them suited for use by:
• Carpenters
• Construction workers
• Decorators
• Carpet fitters
Features and Benefits
• Possess a superior hardened edge to ensure a sharp edge even with extended use
• Manufactured from high quality steel, making for a durable product
• Available as a pack of 5, 10 or 100 to allow you to purchase the amount most suited for your needs
Typical Applications
• Ideal for heavy duty applications on materials such as carpet and vinyl, making them suited for use by:
• Carpenters
• Construction workers
• Decorators
• Carpet fitters

A set of three Sherwood HSS Taps ideal for the general purpose option for thread cutting in most materials including steel, some stainless steels, cast irons and non-ferrous materials such as Aluminium, Brass and many others.
Features and Benefits
• Manufactured from durable high speed steel
• Precision ground flutes for accurate thread cutting
• Features class 2 thread forms with medium fit tolerance
• Manufactured with a bright finish
Typical Applications
• Tapping
• Steel
• Brass
• Aluminium
• Engineering
• Manufacturing
Standards
• Tap dimensions to ISO529
• Thread Forms are Class 2 medium fit tolerance
• Straight Flute Individual Sizes IS0 529
Notes
• Available in sizes 1.0 x 0.25mm - 48 x 5.00mm
• Set of 3 - 1 Taper, second and plug
Features and Benefits
• Manufactured from durable high speed steel
• Precision ground flutes for accurate thread cutting
• Features class 2 thread forms with medium fit tolerance
• Manufactured with a bright finish
Typical Applications
• Tapping
• Steel
• Brass
• Aluminium
• Engineering
• Manufacturing
Standards
• Tap dimensions to ISO529
• Thread Forms are Class 2 medium fit tolerance
• Straight Flute Individual Sizes IS0 529
Notes
• Available in sizes 1.0 x 0.25mm - 48 x 5.00mm
• Set of 3 - 1 Taper, second and plug