
Download
Produk Lainnya

This range of metric thread repair inserts includes 1xD, 1.5xD and 2xD lengths (ISO Metric threads). Our quality inserts are now supplied in packs of 10 or 50.
Features and Benefits
• Available in packs of 10 or 50 depending on your selection
• Easy and effective way of repairing threads
• Available in a range of sizes to suit your needs
Typical Applications
• Construction
• Automotive
• Engineering
Features and Benefits
• Available in packs of 10 or 50 depending on your selection
• Easy and effective way of repairing threads
• Available in a range of sizes to suit your needs
Typical Applications
• Construction
• Automotive
• Engineering

HSS Square Inch.
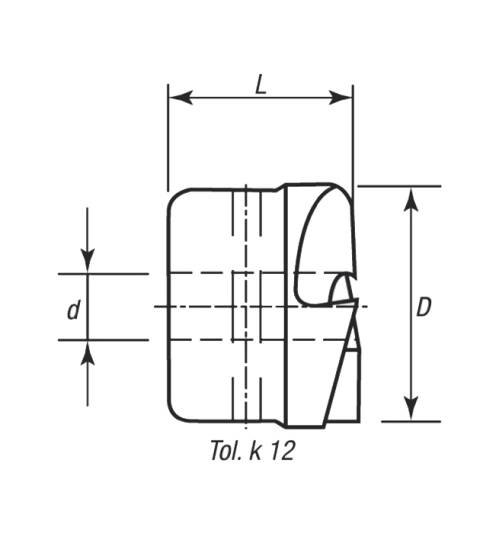
Cut faster, 'stand up' longer and reduce costs. Square and rectangular toolbits supplied with 15° bevelled ends. Parting-off blades supplied with 2° side taper, 10° bevel (top and bottom).
Cut faster, 'stand up' longer and reduce costs. Square and rectangular toolbits supplied with 15° bevelled ends. Parting-off blades supplied with 2° side taper, 10° bevel (top and bottom).

A 19 piece metric heavy duty drill set made of 5% cobalt material with excellent heat resistance. Ideal for drilling steels with tensile strength up to 1,400 N/mm2, very hard bronze, stainless steels as well as heat and acid resistant steels. The high speed steel and cobalt construction allows for greater rigidity when cutting through harder materials.
Features and Benefits
• Manufactured from high speed steel with 5% cobalt for added strength
• Excellent heat and wear resistance for prolonged tool lifespan
• Supplied in a robust carry case for easy portability and storage
Contents
• Set contains 1x 1.0, 1.5, 2.0, 2.5, 3.0, 3.5, 4.0, 4.5, 5.0, 5.5, 6.0, 6.5, 7.0, 7.5, 8.0, 8.5, 9.0, 9.5 and 10.0 mm drills
Specifications
• Point angle: 135°
• Helix angle: normal
• Web thickness: strengthened
• Relief angle: normal
• Tolerance of diameter: h8
• Tolerance of shank: f11
• Supply unit
• All diameters - 1 pc
• Manufacturing Standard: BS 328, DIN 338B
Typical Applications
• Drilling
• Steel
• Hard bronze
• Stainless steels
Features and Benefits
• Manufactured from high speed steel with 5% cobalt for added strength
• Excellent heat and wear resistance for prolonged tool lifespan
• Supplied in a robust carry case for easy portability and storage
Contents
• Set contains 1x 1.0, 1.5, 2.0, 2.5, 3.0, 3.5, 4.0, 4.5, 5.0, 5.5, 6.0, 6.5, 7.0, 7.5, 8.0, 8.5, 9.0, 9.5 and 10.0 mm drills
Specifications
• Point angle: 135°
• Helix angle: normal
• Web thickness: strengthened
• Relief angle: normal
• Tolerance of diameter: h8
• Tolerance of shank: f11
• Supply unit
• All diameters - 1 pc
• Manufacturing Standard: BS 328, DIN 338B
Typical Applications
• Drilling
• Steel
• Hard bronze
• Stainless steels

The J100 Series are general purpose HSS straight shank drills with a black oxide finish. Ideal for applications involving steel (including cast steel) cast iron (including malleable cast iron) as well as nickel, brass aluminium alloys and graphite. Their 118° point allows for precise hole alignment and reliable cutting performance whilst the black oxide coating helps reduce heat by retaining coolant on the tool surface. The coating also helps reduce the risk of the tool staining.
Features and Benefits
• High speed steel construction for increased tool durability
• Point angle of 118° for precise holemaking and precision cutting
• Black oxide coating helps aid chip flow, reduce heat and prevent staining
• Ideal for applications involving steel, iron, nickel, brass, aluminium alloy and graphite
Typical Applications
• Cutting and drilling
• Ferrous materials
• Steel
• Iron
• Nickel
• Brass
• Aluminium alloy
• Graphite
Notes
• Available in sizes 0.25mm -20.00mm
Standards
• Manufactured to BS 328/DIN338RN
Features and Benefits
• High speed steel construction for increased tool durability
• Point angle of 118° for precise holemaking and precision cutting
• Black oxide coating helps aid chip flow, reduce heat and prevent staining
• Ideal for applications involving steel, iron, nickel, brass, aluminium alloy and graphite
Typical Applications
• Cutting and drilling
• Ferrous materials
• Steel
• Iron
• Nickel
• Brass
• Aluminium alloy
• Graphite
Notes
• Available in sizes 0.25mm -20.00mm
Standards
• Manufactured to BS 328/DIN338RN