Cutting Tools
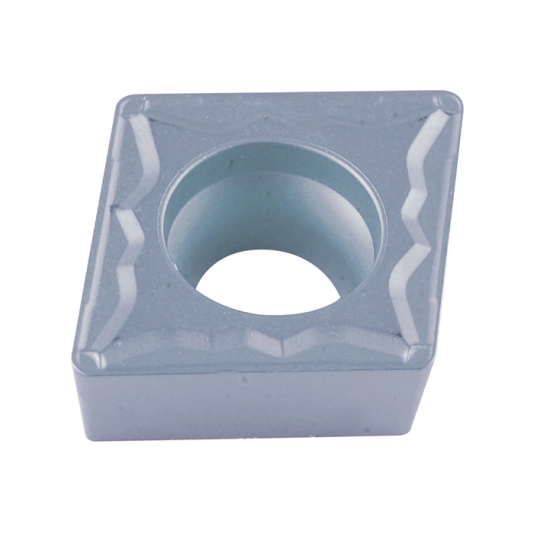
Yamaloy CCMT 09T308-PM, Turning Insert, Grade QX5020, Carbide, 80° Rhombic
CCMT Turning Inserts
80° Rhombic Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated. An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
80° Rhombic Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated. An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
Download
Products Lainnya

Series J100 - Metric general purpose drills for steels, cast steel, grey cast iron, malleable cast iron, nickel brass, aluminium alloy and graphite.
Features and Benefits
• High speed steel construction with bright finish for increased toughness
• Supplied in the as-ground condition for use with non ferrous materials
Standards
• Manufactured to BS 328/DIN338RN
Notes
• Drills with a bright finish are supplied in the as-ground condition and such tools are used generally in the machining of non-ferrous materials.
Features and Benefits
• High speed steel construction with bright finish for increased toughness
• Supplied in the as-ground condition for use with non ferrous materials
Standards
• Manufactured to BS 328/DIN338RN
Notes
• Drills with a bright finish are supplied in the as-ground condition and such tools are used generally in the machining of non-ferrous materials.

Series 1060 HSS-Co Straight Shank High Helix Jobber Drills
TiN Coated - Metric
Heavy duty drill for stainless steel, heat and acid-resistant steels, short chipping and high strength steels. High heat resistance allows drilling in titanium and titanium alloys. TiN coating provides longer tool life.
Point angle: 130°. Helix angle: high. Web thickness: strengthened. Relief angle: normal.
Tolerance of diameter: h8. Tolerance of shank: f11. Manufactured to DIN 338RN.
TiN Coated - Metric
Heavy duty drill for stainless steel, heat and acid-resistant steels, short chipping and high strength steels. High heat resistance allows drilling in titanium and titanium alloys. TiN coating provides longer tool life.
Point angle: 130°. Helix angle: high. Web thickness: strengthened. Relief angle: normal.
Tolerance of diameter: h8. Tolerance of shank: f11. Manufactured to DIN 338RN.

HSS Round Inch.
Cut faster, 'stand up' longer and reduce costs. Square and rectangular toolbits supplied with 15° bevelled ends. Parting-off blades supplied with 2° side taper, 10° bevel (top and bottom).
Cut faster, 'stand up' longer and reduce costs. Square and rectangular toolbits supplied with 15° bevelled ends. Parting-off blades supplied with 2° side taper, 10° bevel (top and bottom).

Series 1060 HSS-Co Straight Shank High Helix Jobber Drills
TiN Coated - Metric
Heavy duty drill for stainless steel, heat and acid-resistant steels, short chipping and high strength steels. High heat resistance allows drilling in titanium and titanium alloys. TiN coating provides longer tool life.
Point angle: 130°. Helix angle: high. Web thickness: strengthened. Relief angle: normal.
Tolerance of diameter: h8. Tolerance of shank: f11. Manufactured to DIN 338RN
TiN Coated - Metric
Heavy duty drill for stainless steel, heat and acid-resistant steels, short chipping and high strength steels. High heat resistance allows drilling in titanium and titanium alloys. TiN coating provides longer tool life.
Point angle: 130°. Helix angle: high. Web thickness: strengthened. Relief angle: normal.
Tolerance of diameter: h8. Tolerance of shank: f11. Manufactured to DIN 338RN