
Cutting Tools
York Carbide Burr, Uncoated, Cut 6 - Double Cut, 3mm, Ball Nosed Cylindrical
Cut 6 cylindrical ball nosed rotary burrs feature crosscut and double cut profile to improve control and chipbreaks. Manufactured from high grade tungsten carbide for general-purpose use. Suitable for deburring and polishing of cast iron, cast steel, carbon steel, alloy steel and stainless steel, up to HRC65 hardness.
Features and Benefits
• Tungsten carbide construction for improved hardness and strength
• Crosscut and double cut profile to improve and control chipbreaks
Typical Applications
• Deburring
• Steel
• Cast iron
Please note:
• Work piece and tools should always be steady and well supported.
• Carbide burrs are not suitable for 'milling' large amounts of material, they are for light stock removal and high revolutions 'LOW FEED - HIGH SPEED'.
• Always ensure that at least 70% of the shank length is clamped by the collet or chuck of the tool being used.
• Always ensure that the tool is rated to the recommended operating speed of the burr.
Additional
• Image for illustration purposes only
Features and Benefits
• Tungsten carbide construction for improved hardness and strength
• Crosscut and double cut profile to improve and control chipbreaks
Typical Applications
• Deburring
• Steel
• Cast iron
Please note:
• Work piece and tools should always be steady and well supported.
• Carbide burrs are not suitable for 'milling' large amounts of material, they are for light stock removal and high revolutions 'LOW FEED - HIGH SPEED'.
• Always ensure that at least 70% of the shank length is clamped by the collet or chuck of the tool being used.
• Always ensure that the tool is rated to the recommended operating speed of the burr.
Additional
• Image for illustration purposes only
Download
Products Lainnya

Range includes 1xD, 1.5xD and 2xD lengths (ISO Metric threads). Our quality inserts are now supplied in packs of 10 or 50. Other sizes and lengths are available on request, please ask for further information.
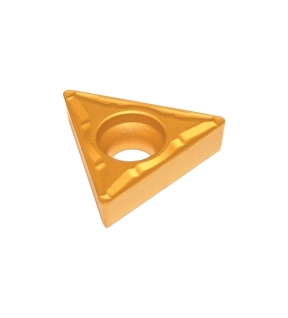
TCMT Turning Inserts
60° Triangular Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated.An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.
60° Triangular Insert
Insert Grade QX5020
(ISO P10-P35 M10-M30 K10-K30) CVD Coated.An excellent general purpose grade for medium roughing on Steels, Stainless and Cast Irons.
Chip Breaker: PM. Application: Med Cut.

The J100 Series are general purpose HSS straight shank drills with a black oxide finish. Ideal for applications involving steel (including cast steel) cast iron (including malleable cast iron) as well as nickel, brass aluminium alloys and graphite. Their 118° point allows for precise hole alignment and reliable cutting performance whilst the black oxide coating helps reduce heat by retaining coolant on the tool surface. The coating also helps reduce the risk of the tool staining.
Features and Benefits
• High speed steel construction for increased tool durability
• Point angle of 118° for precise holemaking and precision cutting
• Black oxide coating helps aid chip flow, reduce heat and prevent staining
• Ideal for applications involving steel, iron, nickel, brass, aluminium alloy and graphite
Typical Applications
• Cutting and drilling
• Ferrous materials
• Steel
• Iron
• Nickel
• Brass
• Aluminium alloy
• Graphite
Notes
• Available in sizes 0.25mm -20.00mm
Standards
• Manufactured to BS 328/DIN338RN
Features and Benefits
• High speed steel construction for increased tool durability
• Point angle of 118° for precise holemaking and precision cutting
• Black oxide coating helps aid chip flow, reduce heat and prevent staining
• Ideal for applications involving steel, iron, nickel, brass, aluminium alloy and graphite
Typical Applications
• Cutting and drilling
• Ferrous materials
• Steel
• Iron
• Nickel
• Brass
• Aluminium alloy
• Graphite
Notes
• Available in sizes 0.25mm -20.00mm
Standards
• Manufactured to BS 328/DIN338RN

A set of three Sherwood HSS Taps ideal for the general purpose option for thread cutting in most materials including steel, some stainless steels, cast irons and non-ferrous materials such as Aluminium, Brass and many others.
Features and Benefits
• Manufactured from durable high speed steel
• Precision ground flutes for accurate thread cutting
• Features class 2 thread forms with medium fit tolerance
• Manufactured with a bright finish
Typical Applications
• Tapping
• Steel
• Brass
• Aluminium
• Engineering
• Manufacturing
Standards
• Tap dimensions to ISO529
• Thread Forms are Class 2 medium fit tolerance
• Straight Flute Individual Sizes IS0 529
Notes
• Available in sizes 1.0 x 0.25mm - 48 x 5.00mm
• Set of 3 - 1 Taper, second and plug
Features and Benefits
• Manufactured from durable high speed steel
• Precision ground flutes for accurate thread cutting
• Features class 2 thread forms with medium fit tolerance
• Manufactured with a bright finish
Typical Applications
• Tapping
• Steel
• Brass
• Aluminium
• Engineering
• Manufacturing
Standards
• Tap dimensions to ISO529
• Thread Forms are Class 2 medium fit tolerance
• Straight Flute Individual Sizes IS0 529
Notes
• Available in sizes 1.0 x 0.25mm - 48 x 5.00mm
• Set of 3 - 1 Taper, second and plug